IGBT逆变焊机电磁骚扰的抑制
中心议题:
- 逆变焊机电磁骚扰的主要来源
- 低频谐波骚扰的抑制
- 高频骚扰的抑制
解决方案:
- 无源 LDC 滤波电路
- 有源滤波器
- 采用软开关逆变技术
- 采用无源 EMI滤波器
本文从分析IGBT 逆变焊机电磁骚扰的来源、危害入手,结合GB15579.10-2008《弧焊设备 第10部分:电磁兼容性(EMC)要求》标准,介绍了采用金属外壳的 IGBT 逆变焊机要通过 EMC 测试,应采取哪些措施来减小谐波电流、电源端子骚扰电压,并提出了可行的解决方案。
1 引言
在 GB15579.10-2008 强制性国标即将实施之际,如何改善逆变焊机的电磁兼容性(EMC) ,使之符合标准要求已成为各电焊机厂家关心的一个重大课题。
焊机的电磁兼容性测试包括发射、抗扰性试验两方面的内容。由于电焊机本身都具有较强的抗干扰能力,通过抗扰性试验一般问题都不大。IGBT 逆变焊机的逆变器大多采用了 PWM 脉冲宽度调制技术,焊机输入整流器引起的电流畸变会产生谐波骚扰,IGBT 高速开关时会产生大量耦合性噪声,对与逆变焊机共处同一电源环境的其他的电子、电气设备来说,逆变焊机是一个电磁干扰源,且长期以来未得到重视和采取有效措施加以改善,GB15579.10-2008 实施的目的之一就是要解决弧焊设备造成的电网污染问题。 通过我们的实践证明, 没有采取 EMC改造措施的 IGBT 逆变焊机要想通过发射试验是不可能的, 因此,最值得关注的是如何降低 IGBT 逆变焊机的电磁发射,使产品符合 GB15570.10 标准(以下简称标准)的要求,减少焊机对环境的电磁污染。
2 逆变焊机电磁骚扰的主要来源
采用金属外壳的逆变焊机一般都能通过电磁辐射骚扰试验(见标准 6.3.3) ,而谐波电流发射(见标准6.3.4) 、电源端子骚扰电压(见标准 6.3.2)测试超标这两个问题比较突出,我们只要明白了其产生的原因,针对各自产品的特点采取相应措施,解决起来并不是太难。
2.1 输入整流引起的低频谐波骚扰
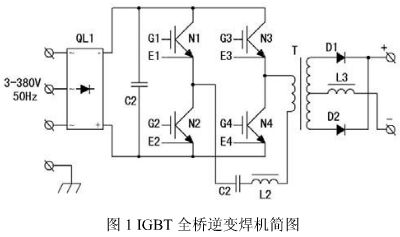
图 1 是全桥 IGBT 逆变焊机主电路简图,由图 1 可见,三相 380V电源进入焊机首先要经过三相整流桥QL1 整流和 C2 滤波,滤波电容器的等效容量一般在 50~1000µf 之间,在采用大电容器滤波的整流滤波电路中,整流二极管导通时间较短,滤波电容充电电流瞬时峰值大,电流波形为近似尖脉冲,使 50Hz 正弦电流波形发生畸变,产生谐波电流。
123456下一页> 关键字:IGBT 逆变焊机 电磁骚扰 逆变器 本文链接:http://www.cntronics.com/public/art/artinfo/id/80014474
图 2 是 IGBT 逆变焊机的输入相电流、电压波形。由图 2 可见,输入电流已不再是正弦波,而是一种前后沿都比较陡峭的脉冲,由整流、滤波引起的电流波形畸变是 IGBT 逆变焊机的共性问题。畸变的电流、电压高次谐波会沿电源电缆、供电网络产生传导骚扰和辐射骚扰,由于频率相对较低,其辐射水平并不会很高。
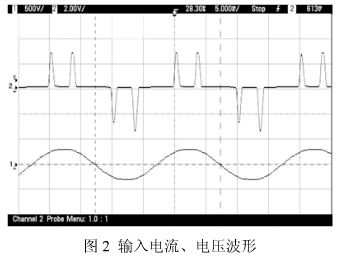
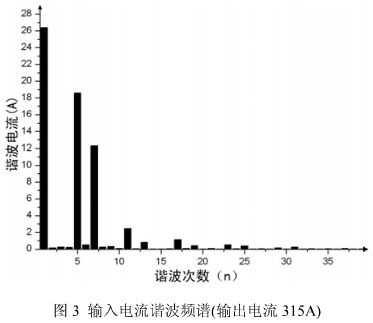
图 3 是一台无谐波抑制措施的 IGBT 逆变焊机输出 315A电流时的输入电流谐波频谱, 谐波畸变率高达64%,大大超过了 GB15579.10-2008标准中表 B7谐波畸变率(THD)48%的限值,其 5 次、7 次谐波电流幅值过大是 THD 超标的主要原因,11、13 次谐波电流符合标准限值要求。由此可见,低频谐波幅值过大是 THD超标的主要原因。同时,谐波畸变率高还会对 IGBT 逆变焊机的全功率因数产生不利影响。
2.2 由逆变器引起的高频骚扰
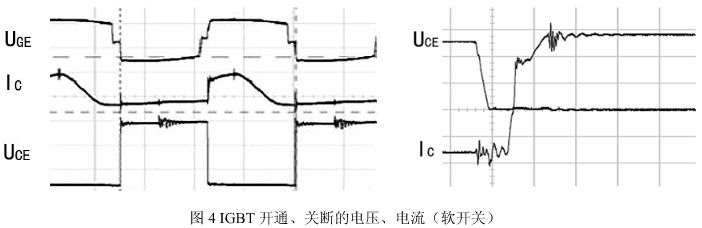
大多数工业应用的 IGBT 逆变焊机主电路采用了 20kHz 全桥或半桥逆变电路, 焊机的逆变器开关器件、快恢复整流管、主变压器在运行时均会产生频率较高的电磁骚扰,高频骚扰可通过线路和多种途径耦合传输以外,以电磁场的形式向外辐射的强度远大于低频谐波骚扰,对使用金属外壳的焊机而言,由于机壳的屏蔽作用,这些有害辐射的受害者往往是焊机本身,向外辐射一般只能通过输入电缆、焊接电缆实现。 在 IGBT 逆变焊机中, IGBT 在很高的电压下以高频开关方式工作, 开关电压、 电流均接近方波 (图 4) 。由频谱分析可知,方波含有丰富的高次谐波,其频谱可达基波频率的 1000 次以上,辐射能力大大提高。
<上一页123456下一页> 关键字:IGBT 逆变焊机 电磁骚扰 逆变器 本文链接:http://www.cntronics.com/public/art/artinfo/id/80014474?page=2
图4 IGBT开通、关断的电压、电流(软开关) 肖介光等:IGBT逆变焊机电磁骚扰的抑制 同时,由于主变压器的漏感及分布电容在 IGBT 开通、关断时,常常产生高频高压尖峰震荡,由此而产生的高次谐波可由多种途径传入内部电路,也可通过散热器及主变压器等途经向空间辐射。
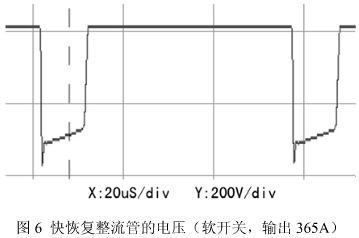
用于次级整流的快恢复二极管也是产生高频骚扰的一个重要原因,整流管工作于高频开关状态时,由于二极管的引线寄生电感、结电容的存在,以及反向恢复电流的影响,使之工作在很高的电压及电流变化率下,且产生高频震荡。由次级整流快恢复二极管产生的高频骚扰很容易通过焊机输出端馈出。
3 低频谐波骚扰的抑制
3.1 无源 LDC 滤波电路
无源滤波一般由电感、电容组成的 LC 滤波网络来实现。为了解决 LC 滤波电路的潜在谐振问题,在输入滤波电感上并联一续流二极管 D1,可抑制 LC 振荡的产生[1],故称之为 LDC 滤波电路。LDC 滤波电路由 L1、C1、D1 组成,电路结构如图 7 所示。
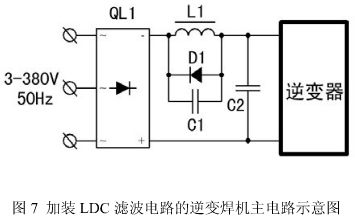
在弧焊逆变电源中采用 LDC 滤波电路,可以抑制 LC 振荡,降低直流线上的电压纹波。同时通过优化参数设置,可以使弧焊逆变电源的功率因数提高到 95%,电流谐波畸变率低于 30%[2],在谐波畸变率达标的同时,还可使焊机的全功率因数得到提高。 无源滤波电路材料成本低,运行稳定可靠,容量大,适用于大部分逆变焊机,虽然其谐波滤除率一般第十五次全国焊接学术会议论文集,2010年7月2-8日,青海西宁 只有 80%,对基波的无功补偿也是有限的,但通过 GB15579.10-2008 规定的电流谐波畸变率测试已卓卓有余,是目前解决 IGBT 逆变焊机谐波电流发射最简单、有效的手段之一。
<上一页123456下一页> 关键字:IGBT 逆变焊机 电磁骚扰 逆变器 本文链接:http://www.cntronics.com/public/art/artinfo/id/80014474?page=3
3.2 有源滤波器
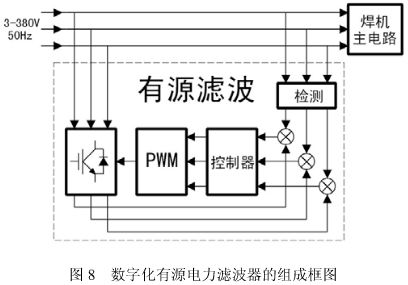
有源滤波是依靠电力电子装置,在检测到系统谐波的同时产生一组和系统幅值相等,相位相反的谐波向量,这样可以抵消掉系统谐波,使其成为正弦波形。有源滤波除了滤除谐波外,同时还可以动态补偿无功功率。目前,基于瞬时无功功率理论的数字化有源滤波器发展迅速,其性能已接近理想状态。
有源滤波器原理如图 8 所示。通过检测电路对负载端(焊机主电路)的电压、电流进行检测,然后送入控制电路进行计算分析,输出相应的脉冲驱动 IGBT,产生与负载电流中的谐波电流大小相等方向相反的电流,从而达到补偿负载电流中的谐波分量和无功功率的目的。逆变器工作时所需要的能量由储能电路供给,该储能电路是通过逆变器中的各个 IGBT 的反并联二极管进行充电,同时又在 IGBT 开通时输出能量,使谐波电流分量和无功功率得到补偿。这样,电网的输入电流可实现为正弦波形。 有源滤波器动态响应迅速,滤除谐波可达到 95%以上,补偿无功细致。但有源滤波器由于电路复杂,材料成本高,运行可靠性也不及无源滤波电路,对市场价格竞争异常激烈的 ZX7、NB 系列逆变焊机而言不太适用,但对需要作精细控制的数字化焊机而言,可能有源滤波才是其最佳选择。
4 高频骚扰的抑制
电源端子骚扰电压测试频段是 150kHz~30MHz,起测点频率远高于谐波电流 7 次谐波的频率,电源端子骚扰电压测试频段内的 EMI(电磁干扰)主要来源于逆变器,我们只需把 150kHz~30MHz 范围内的噪声抑制在一个合理的水平之下就可以了。 高频骚扰主要产生于逆变焊机的逆变器、主变压器、输出整流电路,这也是高频骚扰治理的主要部位,可采用减小骚扰源产生的骚扰信号和阻止骚扰信号的传播等方法来加以治理。
4.1 采用软开关逆变技术
采用IGBT软开关电路的逆变焊机在国内已经很普遍,软开关电路可以减小IGBT的di/dt和dv/dt,能在一定程度上减小高频EMI电平。 但据一些研究结果表明,采用相同的主电路拓扑和开关频率,比较硬开关技术和零电压软开关技术的两个变换器所产生的传导EMI电平。实验结果表明,零电压软开关变换器的EMI能谱分布在低频段甚至比硬开关变换器更大一些,只有在较高频率才会得到比硬开关变换器稍低的EMI电平。
虽然软开关一般只能在高频段使EMI电平降低几个dBµV,但也是可用有效手段之一。
4.2 选择适当的电路参数和功率器件
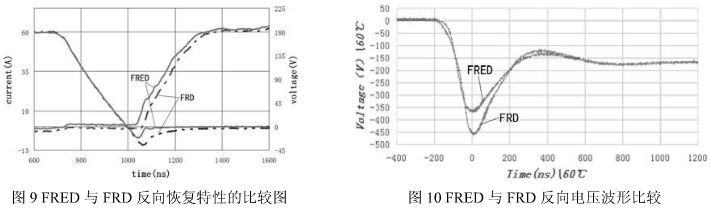
首先应该对IGBT、FRD(快恢复二极管)或FRED(外延型快恢复二极管)吸收、保护电路的参数进行优化设计,并通过实验验证,把IGBT、FRED关断时的dv/dt、尖峰电压限值在尽量低而合理的水平上,
为了取得良好的效果,吸收、保护电路的电阻应为无感电阻,电容器应采用凸波吸收电容器。 肖介光等:IGBT逆变焊机电磁骚扰的抑制 快恢复二极管反向恢复造成的电磁骚扰还可以通过选择恢复时间短、 恢复特性软的器件获得一些改善,
例如FRED就较一般的FRD在恢复时间、反向电压等方面有一定的优势。图9是一种国产FRED与进口FRD反向恢复特性的比较,图10是国产FRED与进口FRD反向电压波形比较。
<上一页123456下一页> 关键字:IGBT 逆变焊机 电磁骚扰 逆变器 本文链接:http://www.cntronics.com/public/art/artinfo/id/80014474?page=4
4.3 制作工艺
减小主变压器漏磁可以使电路中的尖峰电压得到一定程度的抑制,在主变压器的设计、制作时在初、次级绕组的绕制、出线方式上应多加注意。
主电路各功率器件的摆放位置对电磁骚扰的产生也是有影响的,所以在设计定型前应通过试验确定其合理的位置。
4.4 采用无源 EMI滤波器
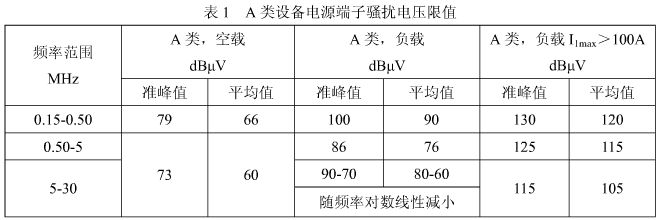
要想让逆变焊机内部产生的电磁骚扰彻底消除是不可能的, 我们只要使焊机符合 GB15579.10 标准的要求就可以了,电源端子骚扰电压的限值见表 1。IGBT 逆变焊机通过空载试验一般都没有问题,焊机负载状态(I1max≤100A)的骚扰电压限值见表 1 的 A类。
EMI滤波器的主要作用就是要在 150kHz~30MHz 的频段范围获得较高的插入损耗,而对频率为 50Hz的工频信号不产生衰减,使电源能顺利进入焊机。一个合理、有效的 EMI滤波器应该对共模和差模干扰都有抑制作用。
在电源电缆上的干扰具有共模和差模电流分量,在IGBT逆变焊机中共模干扰是主要治理对象,图11是一种共模、差模兼顾的三相EMI滤波器。C4~C9、L1主要用于共模干扰的滤出,L1的漏抗和C1~3用于差模干扰的滤出。
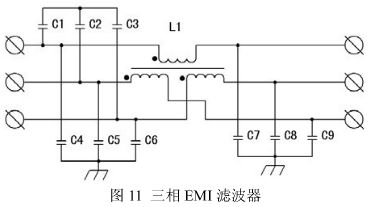
由于图11中的L1漏感有限,遇到焊机的差模干扰大时,还可以采取改变差模电容接线位置,增加差模电感、电容等措施加以解决,图11只是一个可供参考的实例。 第十五次全国焊接学术会议论文集,2010年7月2-8日,青海西宁 滤波电感的铁芯通常采用环形软磁铁氧体,铁氧体有多种材料,不同的材料具有不同的最佳抑制频率范围,且与磁导率有关,一般情况下,导率越高,适用抑制的频率就越低,设计、试验时应多加注意。铁基纳米晶铁芯具有高饱和磁感应强度(1.25T)和高温(居里温度 570℃)下良好的磁稳定性,也可用于滤波电感制作。
<上一页123456下一页> 关键字:IGBT 逆变焊机 电磁骚扰 逆变器 本文链接:http://www.cntronics.com/public/art/artinfo/id/80014474?page=5
EMI滤波器中使用的电容器也是有一定讲究的, 应选用 CIS型抑制电磁干扰与电源网络连接用电容器,以达到最佳滤波效果和尽量减小 EMI滤波器高频谐振。
图 12 是装有 EMI 滤波器的 IGBT 逆变焊机原理简图。为了减少对相邻设备的干扰和减少高频电磁辐射对焊工健康的影响,在焊机输出端也接了滤波器,其中 C4 用于输出差模干扰的滤出,C5、C6 用于共模干扰滤出。
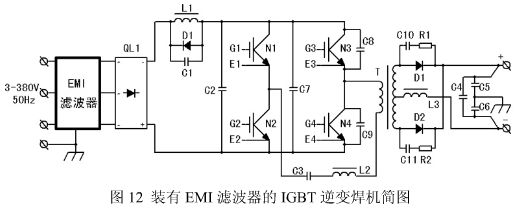
EMI滤波器应安装在焊机电源电缆入口处,并予以良好接地,否则难以达到预期效果。
图 13 是电源端子骚扰电压的对比测试图,图(a)是未加 EMI 滤波器测试的,图(b)是同一台 IGBT 逆变焊机加装 EMI 滤波器后测试的,无 EMI 滤波器时在低频、中频段均超标,加上 EMI 滤波器后,低频、中频段传导骚扰显著降低,但在 5~8MHz 频段出现谐振(不超标) ,测试结果符合 GB15579.10-2008 的要求。

5 结论
无源 LDC 滤波电路成本低、运行可靠,是降低 IGBT 逆变焊机谐波电流发射、提高全功率因数的有效手段之一。
通过对电路参数、 器件的调整和加装无源 EMI滤波器, 可以降低 IGBT 逆变焊机的电源端子骚扰电压。 强制性国家标准GB15579.10-2008《弧焊设备 第 10 部分:电磁兼容性(EMC)要求》将于 2009 年 12月 1 日开始实施,除了做好标准的宣贯、培训以外谐波分析仪、EMC 分析仪及其配套设备也是做好电焊机 EMC 的基础之一,期待实用、价廉的 EMC 测试仪器、设备问世,以利于电焊机厂家加快 EMC 改造步伐,为节能减排和电焊机的绿色制造增砖添瓦。